 |
Плавная регулировка есть во многих устройствах, но такая инверторная технология имеется далеко не в каждом аппарате MIG/MAG. Но именно это является важным отличием. |
|
Цена
- по запросу
|
|
| |
|
|
|
|
|
|
|
|
|
 |
|
|
 |
|
|
 |
|
|
 |
3 шага до начала
сварки |
|
|
Максимально возможный набор
функций для стандартной сварки |
|
|
Аппараты оснащены
функцией SpeedArc:
скорость сварки на 30% быстрее.
Экономия материала. |
|
|
Возможность сохранения
до 100 сварочных заданий |
|
|
Краткое описание серии P
- Инвертор MIG/MAG с плавной регулировкой;
- Превосходные сварочные свойства сварки MIG/MAG при использовании смеси газов и CO2;
- Сварка SpeedArc® в базовой комплектации;
- Два варианта управления: P basic (регулировка скорости подачи проволоки и напряжения) или P synergic (полностью синергическое управление и текстовый дисплей)
- P synergic опционально поставляется с функциями SpeedUp, SpeedRoot; SpeedCold;
- В прочном промышленном корпусе;
- Доступен в виде компактного аппарата или с внешним блоком подачи проволоки. Возможны варианты с одним встроенным и одним выносным или двумя внешними блоками подачи проволоки;
- Конфигурации с газовым или водяным охлаждением;
- Промышленный 4-роликовой механизм подачи проволоки;
- Цифровая индикация сварочного тока и напряжения;
- Возможность ДУ на сварочной горелке Powermaster;
- Возможность дополнительного оснащения горелки Push-Pull и промежуточного привода (радиус действия горелки до 43 м);
- Память программ Tiptronic. С помощью Tiptronic Вы сможете сохранить идеальные настройки для каждого шва, чтобы позже при поступлении аналогичного задания просто запустить их на аппарате или на горелке Powermaster.
- Произведено и испытано по DIN EN 60974-1, наличие сертификата ГОСТ-Р и знаков CE и S, класс защиты IP 23;
- Цифровая регулировка для более надежного и быстрого зажигания без образования брызг;
- Автоматическая регулировка длины сварочной дуги для компенсации неровностей, например постановки прихваток;
- Автоматическая плавная регулировка сварочного дросселя для изменения динамических свойств дуги с применением различных газов (в том числе для CO2);
- Чистый край шва благодаря заполнению конечного кратера;
- Превосходное повторное зажигание и всегда заостренный электрод благодаря импульсной автоматике;
- Идеальная пайка MIG.
|
Концепции управления
|
 |
Basic
▪ концепция управления по принципу "3 шага до сварки"
▪ с технологией SpeedArc
▪ простое регулирование тока и подачи
▪ режим Quatromatic (управление исполнением программы с помощью кнопки горелки)
▪ цифровая индикация напряжения и силы тока
▪ возможность подключения сварочной горелки с дистанционным управлением Powermaster |
 |
XT
▪ концепция управления по принципу "3 шага до сварки"
▪ синергетическое управление с помощью SpeedArc XT
▪ интуитивное сопровождение
▪ простой выбор процессов и программ
▪ бесступенчатая регулировка сварочного тока
▪ регулировка динамики (в случае с Synergic, SpeedArc XT)
▪ режим Quatromatic (управление исполнением программы с помощью кнопки горелки)
▪ индивидуальная регулировка длины сварочной дуги для начальной, рабочей и заключительной фазы
▪ память заданий Tiptronic для 100 заданий сварки
▪ цифровая индикация напряжения и силы тока
▪ возможность подключения сварочной горелки с дистанционным управлением Powermaster
▪ замер и компенсация сварочного контура
SpeedArc XT
SpeedArc XT отличается особой фокусировкой сварочной дуги и существенно более высокой плотностью энергии, чем аналогичные процессы. Повышенное давление сварочной дуги в ванне расплава при сварку MIG-MAG с использованием SpeedArc XT позволяет достигать хорошей управляемости процессом во всем диапазоне мощности, а также повышает скорость и, тем самым, чрезвычайно увеличивает экономичность работы. А угла разделки в 40 градусов достаточно, чтобы создавать безупречные швы. Всё это позволяет
сэкономить время и материал. |
 |
Quatromatic
- Quatromatic предотвращает непровар в начале сварки и обеспечивает оптимальное заполнение кратера в конце шва.
- С помощью этой функции Вы можете сохранить три отдельные настройки параметра (P1 – P3) и вызвать их в 4-тактном режиме работы посредством клавиши сварочной горелки.
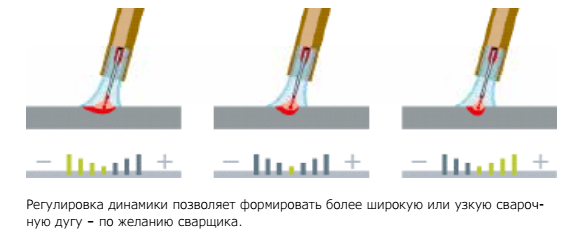
Инновационная регулировка динамики
Серия P оснащается инновационной регулировкой динамики, позволяющей осуществлять индивидуальную тонкую настройку любых сварочных программ (Synergic, SpeedArc XT) с учётом параметров заготовки и согласно поставленной сварочной задаче. Один поворот ручки – и характеристика сварочной дуги превращается из мягкой в жёсткую. Для ещё более качественного шва и достойных результатов сварки. |
 |
| Техническая характеристика |
| |
| Характеристика |
P 3000 mobil |
P 3500 |
P 4500 |
P 5500 |
| Сварочный ток (MIG/MAG), А |
25-300 |
25-350 |
30-450 |
30-550 |
| Сварочный ток при ПВ 100%, А |
250 |
260 |
360 |
400 |
| Сварочный ток при ПВ 60%, А |
280 |
300 |
400 |
500 |
| ПВ при максимальном токе, % |
50 |
30 |
30 |
30 |
| Сетевое напряжение, В |
3∼400 |
3∼400 |
3∼400 |
3∼400 |
| Допустимый перепад сети, % |
±15 |
±15 |
±15 |
±15 |
| Сетевой предохранитель инерционный, А |
16 |
16 |
32 |
32 |
| Габаритные размеры источника (Д*Ш*В), мм |
812*340*518 |
1116*463*812 |
1116*463*812 |
1116*463*812 |
| Габаритные размеры источника c подающим механизмом (Д*Ш*В), мм |
- |
1116*445*855 |
1116*445*855 |
1116*445*855 |
Масса источника,
с газовым охлаждением, кг |
34 |
92.8 |
97.3 |
107.3 |
| Масса подающего механизма, кг |
- |
20.2 |
20.2 |
20.2 |
| Масса блока охлаждения (для аппаратов с водяным охлаждением), кг |
- |
14.7 |
14.7 |
14.7 |
|
| |
| Подающий механизм |
Варианты механизма подачи проволоки
|
 |
Панели управления
|
 |
Варианты установки устройства подачи проволоки
|
 |
| Комплектация |
Концепции управления
| Характеристика |
P 3000 mobil |
Р 3500 |
Р 4500 |
Р 5500 |
| Сварочный диапазон, А |
25-300 |
25-350 |
25-450 |
25-550 |
| Регулировка напряжения |
плавная |
плавная |
плавная |
плавная |
| Сетевое подключение 3∼400В |
серийно |
серийно |
серийно |
серийно |
| Концепции управления |
| Basic |
на выбор |
на выбор |
на выбор |
на выбор |
| XT |
на выбор |
на выбор |
на выбор |
на выбор |
| Варианты охлаждения |
| Газ |
на выбор |
на выбор |
на выбор |
на выбор |
| Вода |
на выбор* |
на выбор |
на выбор |
на выбор |
| Варианты конструкции |
Переносной аппарат с комплектом
колёс Trolley |
серийно |
нет |
нет |
нет |
| Компактный аппарат |
нет |
на выбор |
на выбор |
на выбор |
| Декомпактный аппарат |
нет |
на выбор |
на выбор |
на выбор |
| |
| *отдельный блок охлаждения с транспортировочной тележкой Mobil-Car |
|
| |
| Аксессуары |
| |
| NanoFeeder |
 |
| Принцип PushPull сочетает элемент подачи проволоки сварочного источника питания MIG/MAG с другими самостоятельными системами подачи проволоки. Механизм подачи NanoFeeder играет роль промежуточного механизма подачи проволоки. Это настоящий механизм подачи проволоки – только в революционном нано-формате. Регулировка используемых систем подачи проволоки происходит полностью автоматически с помощью опционального цифрового управления PushPull в источнике питания. Таким образом, отпадает необходимость в сложных и к тому же затратных внешних дополнительных системах управления. |
 |
| |
| Почему выгодно работать с нами: |
| |
 |
 |
 |
 |
Мы проводим инструктаж
персонала для работы
на оборудовании |
Наши инженеры
смогут отремонтировать
оборудование прямо
на вашем производстве |
|
Эксперты
ООО "СварДорСтрой"
выезжают на место
и индивидуально
подбирают оборудование,
исходя из условий
заказчика. |
|


